マイスターファクトリーの機屋見学でお世話になった
愛知県一宮市の『葛利毛織』の葛谷社長がお越し下さいました。

選んだ中から、旬な1着を、、
葛利毛織さんの生地は、欧州の超高級メゾンや
名だたるデザイナーのOEMを受けてきた実績があり、この生地も
そんな経験から培われた『デザイン力』をうかがい知れる雰囲気を醸し出しています。

葛利毛織さんは、生産効率の悪い低速織機を使って、
じっくりと手間を掛けて織ると云う、技術ばかりが取り上げられますが、
こうして、センスの良い生地もたくさん展開されていますので、ご来店の際には、是非ご覧下さい。
葛谷社長、楽しいお話、為になるお話、ありがとうございました!
愛知県一宮市の『葛利毛織』の葛谷社長がお越し下さいました。

選んだ中から、旬な1着を、、
葛利毛織さんの生地は、欧州の超高級メゾンや
名だたるデザイナーのOEMを受けてきた実績があり、この生地も
そんな経験から培われた『デザイン力』をうかがい知れる雰囲気を醸し出しています。

葛利毛織さんは、生産効率の悪い低速織機を使って、
じっくりと手間を掛けて織ると云う、技術ばかりが取り上げられますが、
こうして、センスの良い生地もたくさん展開されていますので、ご来店の際には、是非ご覧下さい。
葛谷社長、楽しいお話、為になるお話、ありがとうございました!
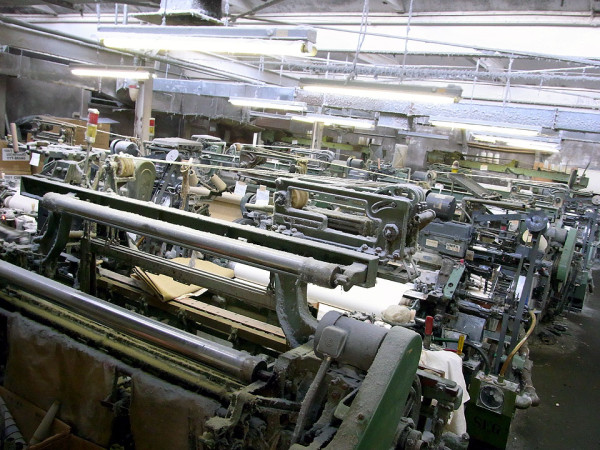
日帰りで遠州織の産地(静岡県西部)に行ってきました。

伺った機屋さんで使われていた
織機のメーカーは、今は無くなったそうですが、
織機本体は’70年代迄に作られたそうで、元気に動いてます!
部品は、ストックを含め手に入っても、直せる人が減ってきたことを心配されてました。
ガチャコン、ガチャコン、ガチャコン、ガチャコン、ガチャコン、ガチャコン、、ずっと休まず働いてくれます。

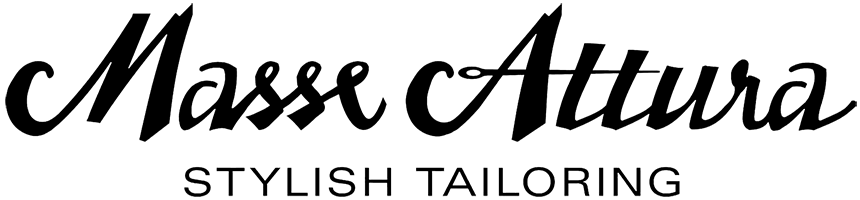
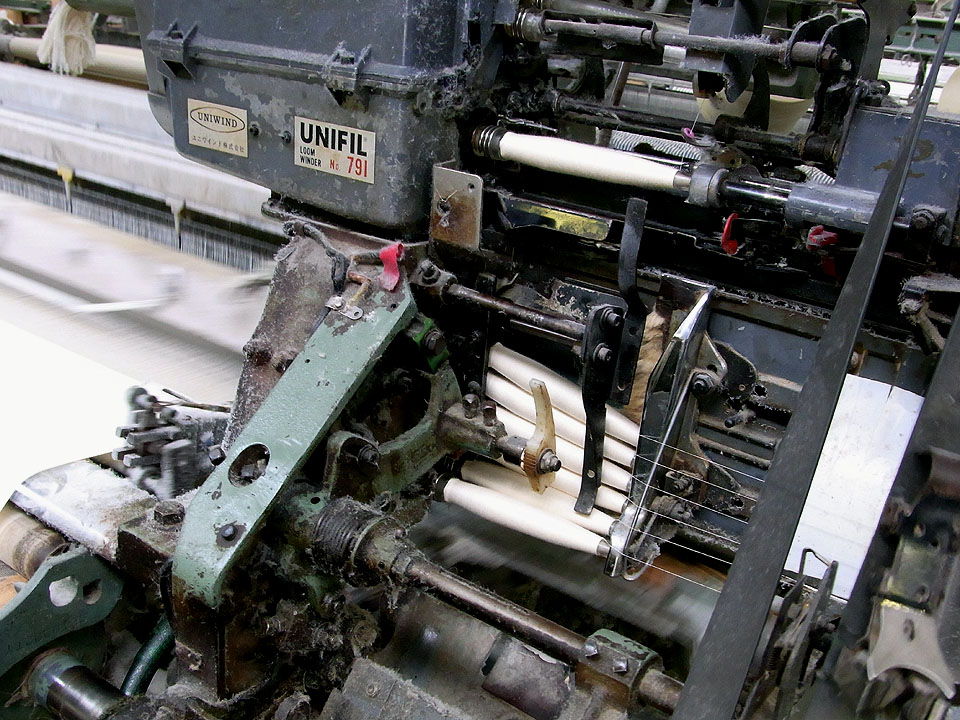
今まで毛織物の工場では見た事がないのでビックリしたんですけど、
ヨコ糸がボビンに巻かれ、シャトルにセッティングされる、この一連の流れが自動化されているんです!
糸がなくなれば、ボビンは自動的にシャトルから外れ、ベルトコンベアで糸巻機まで戻ります。
また糸が巻かれ、糸が無くなれば新しいボビンがシャトルにセッティングされます。
更にビックリ!糸が無くなったボビンに糸クズが残ったり不具合があると、
糸巻機には戻らずに、違う経路を通ってエラー箱に運ばれる事。
それに関しては、人の手で解決して戻してやるそう。
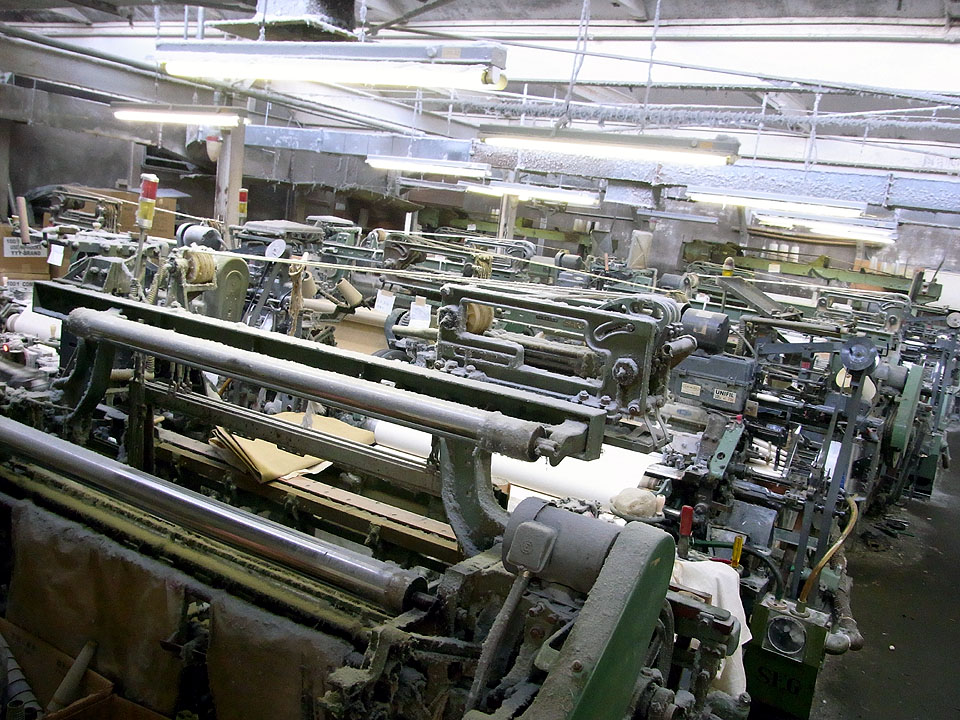
ちなみに、横巾112センチの生地を1反(50メートル強)織るのに3日かかるのですが、
レピアだと1日に1反、エアジェットなら1日3反弱まで生産数は上がります。
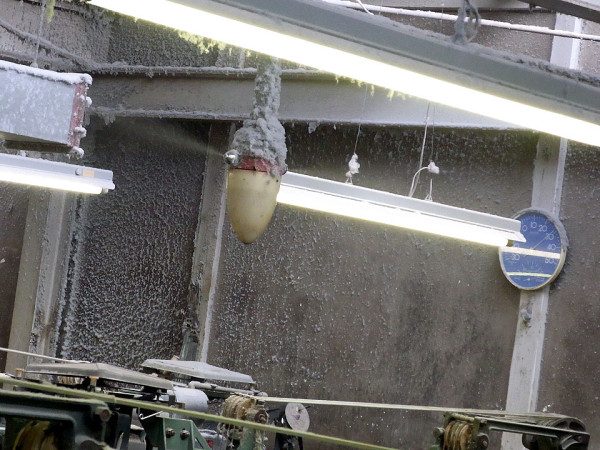
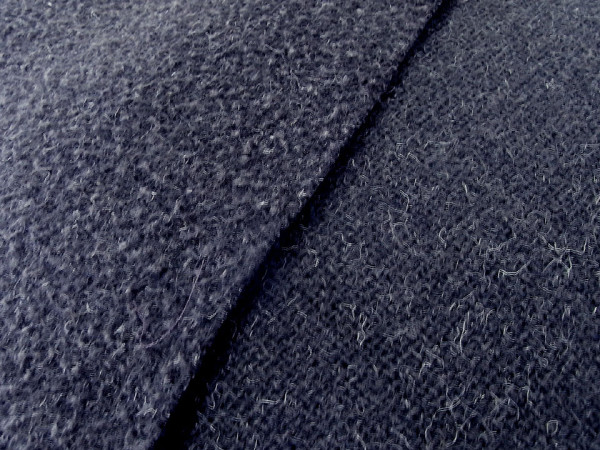
低速織機で織られた生地は、ウールと見間違う様な風合いで、
オーダー用に出回っている中で見ないと思ったら、
国内外の有名プレタ向けが多いとか。
生地は、タテ糸の間にヨコ糸を打ち込んで織ります。
低速織機(シャトル織機)の場合ですと、
シャトルを使って穏やかなスピードでヨコ糸を入れますので、
タテ糸にテンションを掛けず少々緩んでいても、ヨコ糸は引っ掛かりません。
ヨコ糸を入れて次に入ってくるまで時間があるので、張っていたヨコ糸のテンションも緩みます。
一方、シャトルレス高速織機(エアジェット・ウォータージェット)では、
時速300キロ程のスピードでヨコ糸を入れるので、ヨコ糸自体もピンと張ってしまうし、
ヨコ糸が入る時にタテ糸に引っ掛からないよう、タテ糸にも強いテンションをかけて、経緯両方パンパンです。
入ったヨコ糸が緩む間もなく次のヨコ糸が入ってくるので、低速織機の時のような効果もありません。
このように書くと、低速織機の方が良い事ずくめのように思われるかもしれませんが、
それぞれに特徴があり、低速織機と高速織機の違いは、良いか悪いかではなく、
お客様の望まれる雰囲気に合わせ、どういった生地をお勧め出来るか、
それが店の力量だと思って日々の経験を大切にしています。
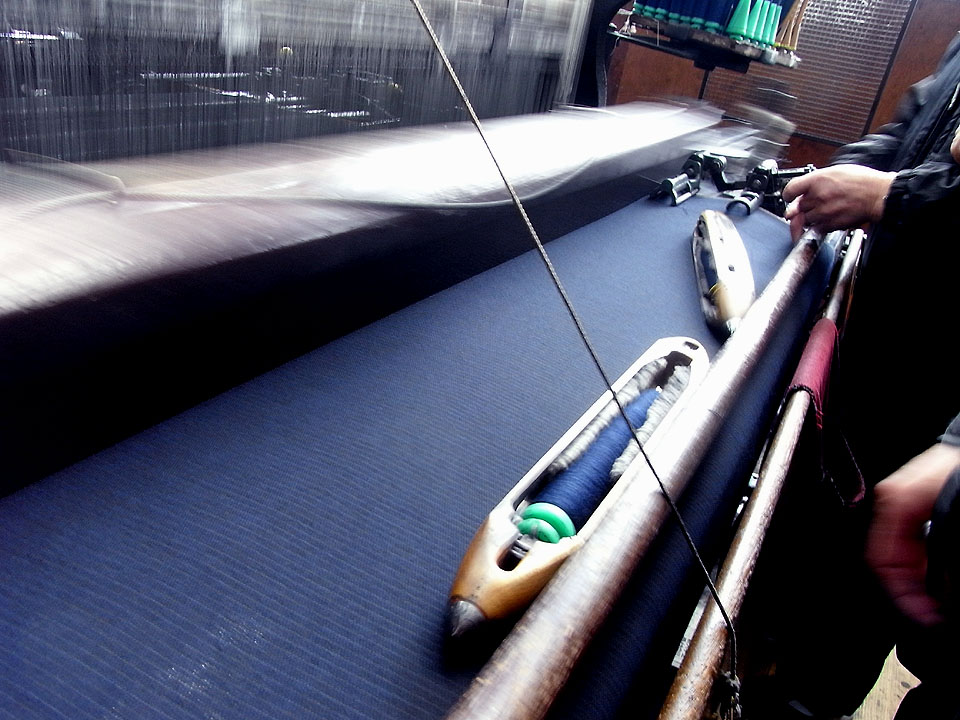
シャトルです。
半年で買い換えるそうです。
1個1万円!結構するもんなんですね!!

もう1件、掛川の機屋さんを見学させて頂きました。
今回の本来の目的は見学じゃなくプロジェクトです。カタチになれば報告しますね。
それにしても今日の2件。エルメス、ルイヴィトン、マイケルタピア、ジルサンダー、プラダ、凄い取引先です。
日本の物作り、、捨てたもんじゃない、、というか、凄すぎます!
プロジェクトで伺ったのに、勉強もさせて頂いて
本当にありがとうございました!!

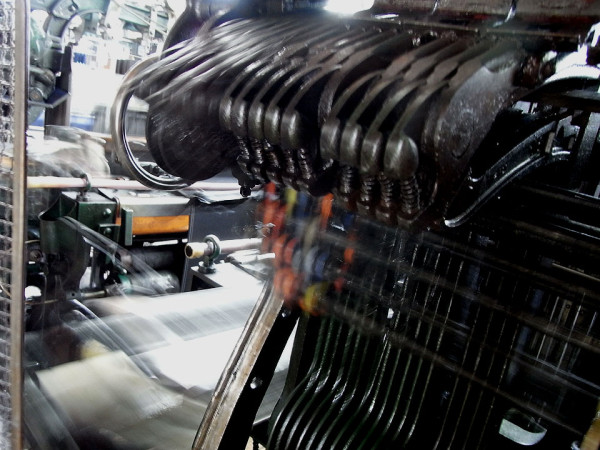
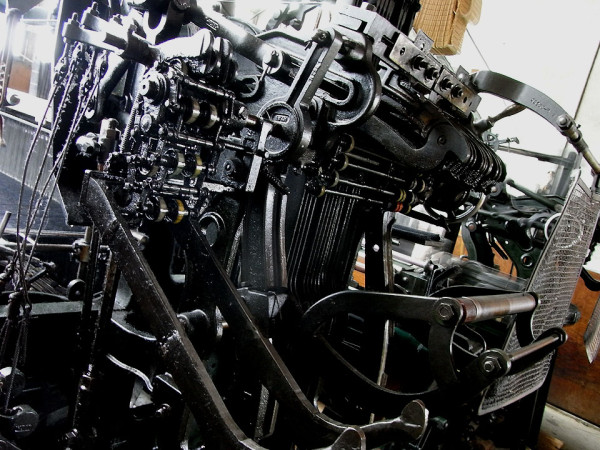
伺った機屋さんで使われていた
織機のメーカーは、今は無くなったそうですが、
織機本体は’70年代迄に作られたそうで、元気に動いてます!
部品は、ストックを含め手に入っても、直せる人が減ってきたことを心配されてました。
ガチャコン、ガチャコン、ガチャコン、ガチャコン、ガチャコン、ガチャコン、、ずっと休まず働いてくれます。

今まで毛織物の工場では見た事がないのでビックリしたんですけど、
ヨコ糸がボビンに巻かれ、シャトルにセッティングされる、この一連の流れが自動化されているんです!
糸がなくなれば、ボビンは自動的にシャトルから外れ、ベルトコンベアで糸巻機まで戻ります。
また糸が巻かれ、糸が無くなれば新しいボビンがシャトルにセッティングされます。
更にビックリ!糸が無くなったボビンに糸クズが残ったり不具合があると、
糸巻機には戻らずに、違う経路を通ってエラー箱に運ばれる事。
それに関しては、人の手で解決して戻してやるそう。
ちなみに、横巾112センチの生地を1反(50メートル強)織るのに3日かかるのですが、
レピアだと1日に1反、エアジェットなら1日3反弱まで生産数は上がります。
低速織機で織られた生地は、ウールと見間違う様な風合いで、
オーダー用に出回っている中で見ないと思ったら、
国内外の有名プレタ向けが多いとか。
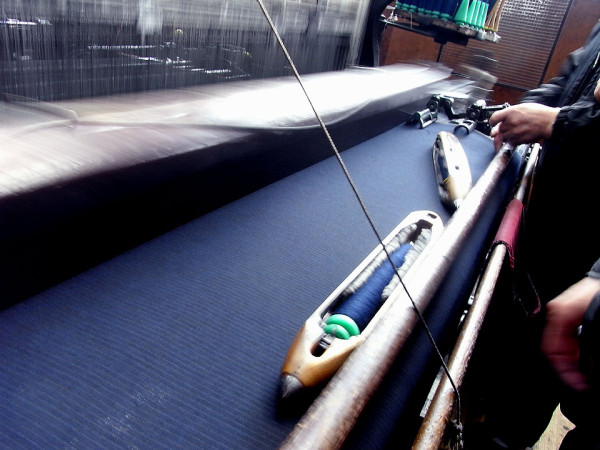
生地は、タテ糸の間にヨコ糸を打ち込んで織ります。
低速織機(シャトル織機)の場合ですと、
シャトルを使って穏やかなスピードでヨコ糸を入れますので、
タテ糸にテンションを掛けず少々緩んでいても、ヨコ糸は引っ掛かりません。
ヨコ糸を入れて次に入ってくるまで時間があるので、張っていたヨコ糸のテンションも緩みます。
一方、シャトルレス高速織機(エアジェット・ウォータージェット)では、
時速300キロ程のスピードでヨコ糸を入れるので、ヨコ糸自体もピンと張ってしまうし、
ヨコ糸が入る時にタテ糸に引っ掛からないよう、タテ糸にも強いテンションをかけて、経緯両方パンパンです。
入ったヨコ糸が緩む間もなく次のヨコ糸が入ってくるので、低速織機の時のような効果もありません。
このように書くと、低速織機の方が良い事ずくめのように思われるかもしれませんが、
それぞれに特徴があり、低速織機と高速織機の違いは、良いか悪いかではなく、
お客様の望まれる雰囲気に合わせ、どういった生地をお勧め出来るか、
それが店の力量だと思って日々の経験を大切にしています。

シャトルです。
半年で買い換えるそうです。
1個1万円!結構するもんなんですね!!

もう1件、掛川の機屋さんを見学させて頂きました。
今回の本来の目的は見学じゃなくプロジェクトです。カタチになれば報告しますね。
それにしても今日の2件。エルメス、ルイヴィトン、マイケルタピア、ジルサンダー、プラダ、凄い取引先です。
日本の物作り、、捨てたもんじゃない、、というか、凄すぎます!
プロジェクトで伺ったのに、勉強もさせて頂いて
本当にありがとうございました!!
今日は早朝から
マイスターファクトリー2期生を連れ、
一宮の三星毛糸さんに見学に行かせて頂きました。
尾州(尾張)一帯は、奈良時代に始まった絹織物の産地です。
木曽川が作る扇状地、水捌けの良い自然堤防や三角州を桑畑として利用し、
農家の副業として織物が発達しました。絹は高級品で一般の人は手が届きませんでしたが、
その後に綿織物が登場し、絹織物は一旦衰退しましたが、鎌倉時代初期に再び織られるようになったそうです。
毛織物自体は明治の終わり頃から始まったので、まだ100年ほどの歴史です。
三星毛糸さんでは、50~60年前から現在に至るまで、
ションヘル織機だけが稼動しており、
織り上がった生地は、自社の染色整理工場で仕上げをされてます。

ションヘル織機(シャトル織機)が動く機場は、
シャトルが飛び交う心地良い音(少し大きいですが)がします。
手機(てばた)に動力装置を付けただけというションヘル織機は、ウール本来が持つ性質を損なうことなく
手織りの風合いを保ちながら、手触りの柔らかい上質な生地を織り上げることが出来ます。
ここでも高齢化が進み、跡取りはいらっしゃらず、継続が危ぶまれています。

熱心に教えて下さる工場長。
無粋にも「何年されてますか?」と聞くと、
お茶目な表情で、「歳がばれるやないか!」と言われました。

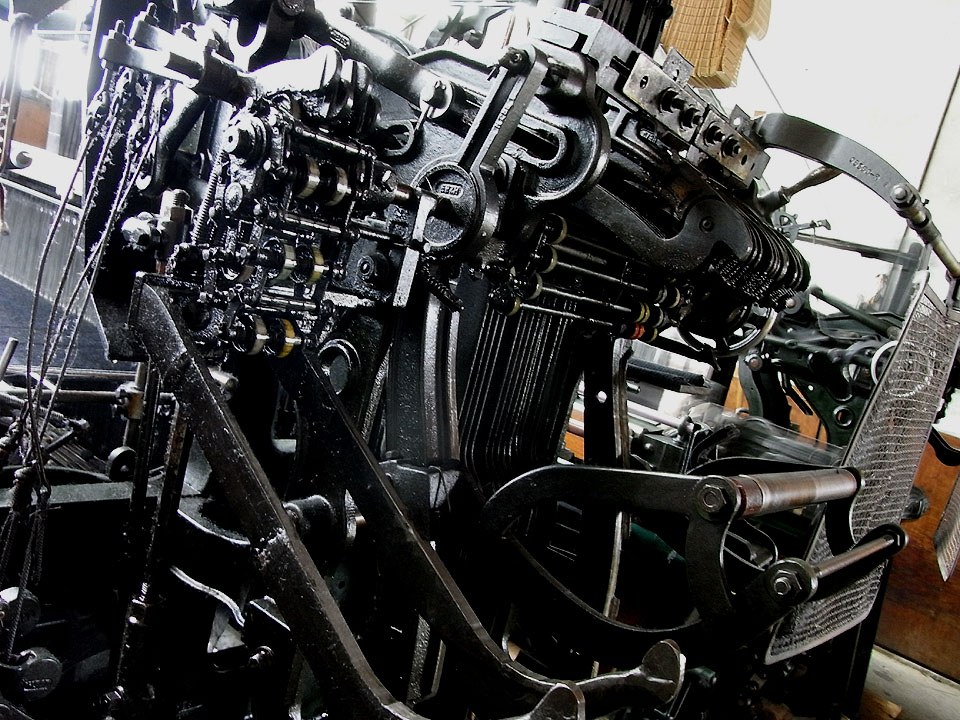
ションヘル織機の存在感に圧倒される2期生。
僕も今まで何度も見せてもらってきましたが、何度見ても圧巻です!

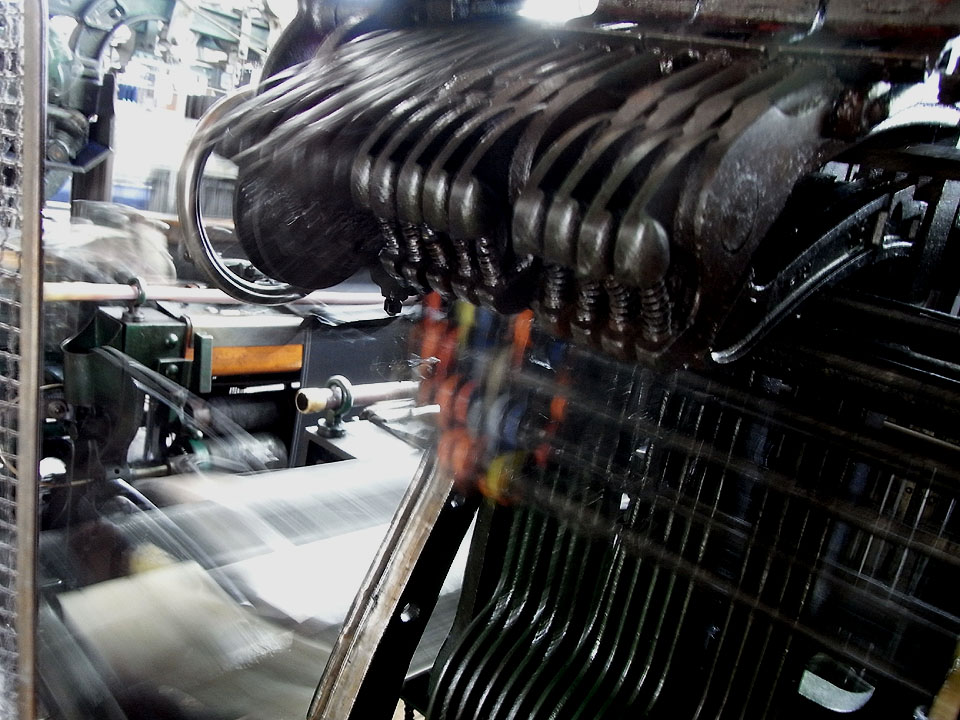
色の付いた『ゴマ』のセッティングで柄が変わります。
今のシャトルレス織機は、コンピューター制御になっています。
織機の上に設置された機械は生地に耳を付けるためのもので、
デザイン(文字など)は、茶色の紋紙で、その織り込まれる内容が指示されます。
これも今の織機だと、コンピューター制御です。

画像の左の方に、シャトル受けが4段見えますが、わかりますか?
ここからシャトルが勢いよく飛び出してゆき、またここにシャトルが戻ってきます。
このシャトルが緯糸(ヨコ糸)を打ち込んでいきます。以前、葛利毛織さんの時に詳しく書いています。

画像の奥の方(右側)にある色の付いた『ゴマ』もそうですが、
手前に見える鉄製のゴマのようなものも、デザインを指示するためのもので、
この数が多くなればなる程、長くなればなる程、複雑なテキスタイルデザインになってゆきます。
経糸(タテ糸)が切れたので、機械を止めて、糸をつないでおられるところです。
機織は経糸を如何に均一なテンションで綺麗にセッティングするかがとても重要で、神経を磨り減らす作業です。
続いて、織り上がった生地は、皆さんが見慣れた生地ではなく、
整理行程(フィニッシング)を経て、完成します。
織り上がったばかりの生地に、化粧は施されていません。
この化粧(整理行程)の上手い下手で、見栄えが変わるので、とても大切な行程です。
以前、テイラー&ロッヂが自社から整理行程を外注に切り替えたときも「あのテイラー&ロッヂが!?」
と言われたほど、生地の出来の良し悪しに大きく影響する大切な行程です。

工場内には、たくさんの機械がたくさんあって、
出したい風合いによって使う機械を組み合わせます。
流れ作業ではなく単独稼動させるので効率は悪いですが、
使う機械の組み合わせ方で細かなオーダーにも応えられます。
大野工場長の詳細なご説明に聞き入るマイスターファクトリーの2期生たち。
現場はスニーカーで!と、お気遣いのご連絡を頂き、カジュアルな服装で失礼しました。

見学が終わってから、
アーカイブ(過去の生地見本)を見せて頂き、60年ほど前の生地から保管されていました。
それらを見せてもらったり、画像の『枡見本』を見せてもらったり、
生地が織られる前の企画段階の話も教えて頂け、
とても有意義な経験になりました。

こちらはダブルフェイスの枡見本です。
経糸(タテ糸)を揃えた後、緯糸(ヨコ糸)の色を少しずつ替えていく事で、
このような生地(枡見本)を織る事ができます。そしてこの中から、どの色にするかを決めてゆきます。

びっくりしました!カセンティーノ発見!
見慣れた表情と何か違うなと思ったら、ケンピが入っています。
右が加工前の生地で、左が加工後の和製『カセンティーノ』で、プルミエールビジョンに
出品された物のようです。ずいぶん前から織られていたそうで、ビックリ!!
この生地も、低速織機で織られているんですよ!!!
この前のA/Wでオーダー頂いたコートに使ったポッサムの生地。
こんな小さな動物の毛を使っているので、めちゃくちゃ手間が掛かってます!

2期生のレポートの中に嬉しい内容がありました。
使う材料によって生地の価格が変わる事は想像していたけれど、
その奥にある、生地を織る人たちの毎日の苦労と努力の値段は余り知られていません。
同じ材料を使っても、手間隙を掛けて織られた生地と、効率を求めて作られた生地とでは、経年『変化』か、
それとも経年『劣化』かの違いがあります。どちらが良いかは人の好みなので何とも言えませんが、
モードより、長く着るクラシックな洋服なら、経年劣化では寂しいですよね。
やはり手間隙かけて織られた生地は、長く着て頂けます。
例えば家も、30年で伐採した木で建てた家は30年しかもたないけれど、、
樹齢100年の木で作った家は、100年以上はもつ!と言われる事と、全く同じですね。
どうやって生地が作られるかを知り、
生地に関わる方のお話を直接聞けた貴重な経験を、
今後のモノ作りや接客に役立て、業界の活性につなげて下さい。
三星毛糸の岩田社長を初め、
窓口となってご尽力くださった森谷さん、
またサポートして下さった神田さん、大野工場長、
皆さまの貴重なお時間を割いて頂き、今回の見学会が実現した事、
本当にありがとうございました。この経験を無駄にする事なく今後につなげていきます。
ゆっくり考えている時間は、もうそんなにないと思っています。
産業革命から今まで発展してきた事の歪!?
上の文章をクリックして頂くと、その文章の最後の方に、産業革命の事を少しだけ書いています。
世界史?中学校の歴史の復習!?にちょっと読んでみて下さい(笑。
マイスターファクトリー2期生を連れ、
一宮の三星毛糸さんに見学に行かせて頂きました。
尾州(尾張)一帯は、奈良時代に始まった絹織物の産地です。
木曽川が作る扇状地、水捌けの良い自然堤防や三角州を桑畑として利用し、
農家の副業として織物が発達しました。絹は高級品で一般の人は手が届きませんでしたが、
その後に綿織物が登場し、絹織物は一旦衰退しましたが、鎌倉時代初期に再び織られるようになったそうです。
毛織物自体は明治の終わり頃から始まったので、まだ100年ほどの歴史です。
三星毛糸さんでは、50~60年前から現在に至るまで、
ションヘル織機だけが稼動しており、
織り上がった生地は、自社の染色整理工場で仕上げをされてます。

ションヘル織機(シャトル織機)が動く機場は、
シャトルが飛び交う心地良い音(少し大きいですが)がします。
手機(てばた)に動力装置を付けただけというションヘル織機は、ウール本来が持つ性質を損なうことなく
手織りの風合いを保ちながら、手触りの柔らかい上質な生地を織り上げることが出来ます。
ここでも高齢化が進み、跡取りはいらっしゃらず、継続が危ぶまれています。

熱心に教えて下さる工場長。
無粋にも「何年されてますか?」と聞くと、
お茶目な表情で、「歳がばれるやないか!」と言われました。

ションヘル織機の存在感に圧倒される2期生。
僕も今まで何度も見せてもらってきましたが、何度見ても圧巻です!

色の付いた『ゴマ』のセッティングで柄が変わります。
今のシャトルレス織機は、コンピューター制御になっています。
織機の上に設置された機械は生地に耳を付けるためのもので、
デザイン(文字など)は、茶色の紋紙で、その織り込まれる内容が指示されます。
これも今の織機だと、コンピューター制御です。

画像の左の方に、シャトル受けが4段見えますが、わかりますか?
ここからシャトルが勢いよく飛び出してゆき、またここにシャトルが戻ってきます。
このシャトルが緯糸(ヨコ糸)を打ち込んでいきます。以前、葛利毛織さんの時に詳しく書いています。

画像の奥の方(右側)にある色の付いた『ゴマ』もそうですが、
手前に見える鉄製のゴマのようなものも、デザインを指示するためのもので、
この数が多くなればなる程、長くなればなる程、複雑なテキスタイルデザインになってゆきます。
経糸(タテ糸)が切れたので、機械を止めて、糸をつないでおられるところです。
機織は経糸を如何に均一なテンションで綺麗にセッティングするかがとても重要で、神経を磨り減らす作業です。
続いて、織り上がった生地は、皆さんが見慣れた生地ではなく、
整理行程(フィニッシング)を経て、完成します。
織り上がったばかりの生地に、化粧は施されていません。
この化粧(整理行程)の上手い下手で、見栄えが変わるので、とても大切な行程です。
以前、テイラー&ロッヂが自社から整理行程を外注に切り替えたときも「あのテイラー&ロッヂが!?」
と言われたほど、生地の出来の良し悪しに大きく影響する大切な行程です。

工場内には、たくさんの機械がたくさんあって、
出したい風合いによって使う機械を組み合わせます。
流れ作業ではなく単独稼動させるので効率は悪いですが、
使う機械の組み合わせ方で細かなオーダーにも応えられます。
大野工場長の詳細なご説明に聞き入るマイスターファクトリーの2期生たち。
現場はスニーカーで!と、お気遣いのご連絡を頂き、カジュアルな服装で失礼しました。

見学が終わってから、
アーカイブ(過去の生地見本)を見せて頂き、60年ほど前の生地から保管されていました。
それらを見せてもらったり、画像の『枡見本』を見せてもらったり、
生地が織られる前の企画段階の話も教えて頂け、
とても有意義な経験になりました。
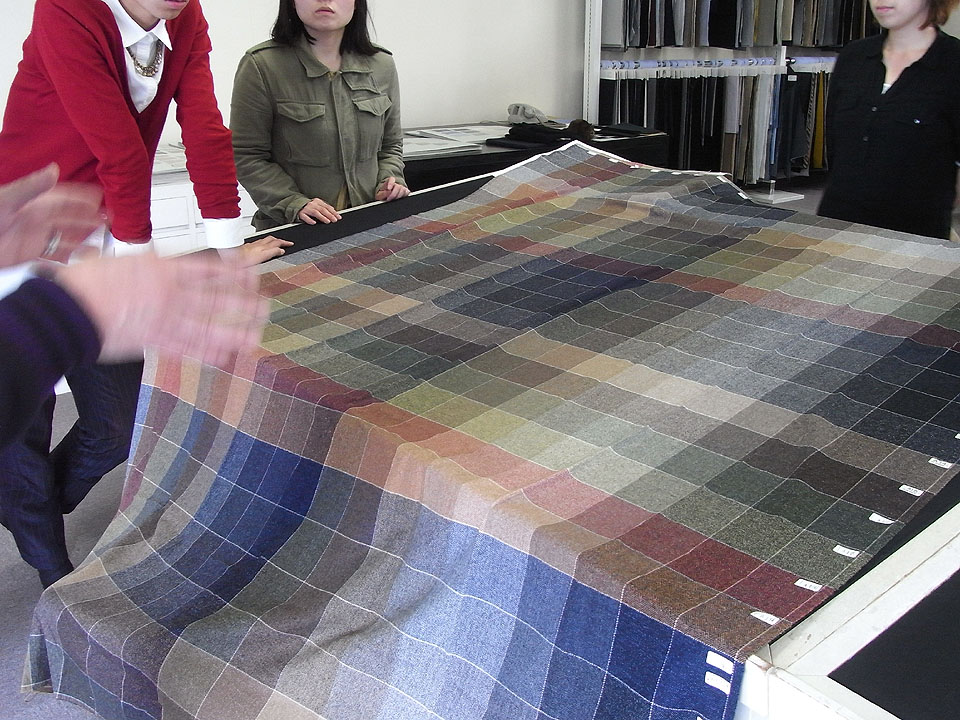
こちらはダブルフェイスの枡見本です。
経糸(タテ糸)を揃えた後、緯糸(ヨコ糸)の色を少しずつ替えていく事で、
このような生地(枡見本)を織る事ができます。そしてこの中から、どの色にするかを決めてゆきます。

びっくりしました!カセンティーノ発見!
見慣れた表情と何か違うなと思ったら、ケンピが入っています。
右が加工前の生地で、左が加工後の和製『カセンティーノ』で、プルミエールビジョンに
出品された物のようです。ずいぶん前から織られていたそうで、ビックリ!!
この生地も、低速織機で織られているんですよ!!!
この前のA/Wでオーダー頂いたコートに使ったポッサムの生地。
こんな小さな動物の毛を使っているので、めちゃくちゃ手間が掛かってます!

2期生のレポートの中に嬉しい内容がありました。
使う材料によって生地の価格が変わる事は想像していたけれど、
その奥にある、生地を織る人たちの毎日の苦労と努力の値段は余り知られていません。
同じ材料を使っても、手間隙を掛けて織られた生地と、効率を求めて作られた生地とでは、経年『変化』か、
それとも経年『劣化』かの違いがあります。どちらが良いかは人の好みなので何とも言えませんが、
モードより、長く着るクラシックな洋服なら、経年劣化では寂しいですよね。
やはり手間隙かけて織られた生地は、長く着て頂けます。
例えば家も、30年で伐採した木で建てた家は30年しかもたないけれど、、
樹齢100年の木で作った家は、100年以上はもつ!と言われる事と、全く同じですね。
どうやって生地が作られるかを知り、
生地に関わる方のお話を直接聞けた貴重な経験を、
今後のモノ作りや接客に役立て、業界の活性につなげて下さい。
三星毛糸の岩田社長を初め、
窓口となってご尽力くださった森谷さん、
またサポートして下さった神田さん、大野工場長、
皆さまの貴重なお時間を割いて頂き、今回の見学会が実現した事、
本当にありがとうございました。この経験を無駄にする事なく今後につなげていきます。
ゆっくり考えている時間は、もうそんなにないと思っています。
産業革命から今まで発展してきた事の歪!?
上の文章をクリックして頂くと、その文章の最後の方に、産業革命の事を少しだけ書いています。
世界史?中学校の歴史の復習!?にちょっと読んでみて下さい(笑。
1905年、名古屋市での創業以来、
紳士服地の分野で高い評価を受け続ける御幸毛織。
風合いが良く、永年着ても型崩れしない事が評価を得る最大の理由です。
日本の気候を知り尽くし、湿気の多い日本で快適に過ごせる工夫が盛り込まれています。
オーストラリアに自社牧場を持ち、
原毛から整理工程まで自社で一貫生産を行う
世界でも数少ない、日本が誇る服地メーカーの最高峰です。
伝統的な設備と最新機器を巧く融合しながら生産する御幸毛織ですが、
その中でも特にこだわっているのが『洗絨』という、織り上がった生地を洗う工程で、
生地の風合いを決定付けると言っても過言ではなく、
上質な羊毛本来の風合いを最大限に引き出すことで自然な風合いと、
日本的で奥深い上品な美しさを醸します。
具体的には、
天然石鹸(天然油脂)と軟水化された大量の水で洗います。
またその洗い方も、今では手間が掛かるという理由でほとんど使用されていない
クラシックな洗絨機やプレス機を使いますので、薬剤などで人工的に与えられた光沢とは
一線を画す羊毛本来のナチュラルな輝きが生まれます。
御幸毛織の最高級ブランド『ナポレナ』の礼服地は世界最高峰の正統派です。
紳士服地の分野で高い評価を受け続ける御幸毛織。
風合いが良く、永年着ても型崩れしない事が評価を得る最大の理由です。
日本の気候を知り尽くし、湿気の多い日本で快適に過ごせる工夫が盛り込まれています。
オーストラリアに自社牧場を持ち、
原毛から整理工程まで自社で一貫生産を行う
世界でも数少ない、日本が誇る服地メーカーの最高峰です。
伝統的な設備と最新機器を巧く融合しながら生産する御幸毛織ですが、
その中でも特にこだわっているのが『洗絨』という、織り上がった生地を洗う工程で、
生地の風合いを決定付けると言っても過言ではなく、
上質な羊毛本来の風合いを最大限に引き出すことで自然な風合いと、
日本的で奥深い上品な美しさを醸します。
具体的には、
天然石鹸(天然油脂)と軟水化された大量の水で洗います。
またその洗い方も、今では手間が掛かるという理由でほとんど使用されていない
クラシックな洗絨機やプレス機を使いますので、薬剤などで人工的に与えられた光沢とは
一線を画す羊毛本来のナチュラルな輝きが生まれます。
御幸毛織の最高級ブランド『ナポレナ』の礼服地は世界最高峰の正統派です。
